بۇ يەردە ماتېرىيال ، سىر ۋە گېئومېتىرىيەلىك ئالاھىدىلىكتىن ئىبارەت ئۈچ ئاساسىي نۇقتىغا ئاساسەن ئازراق تاللاش ئۇسۇلى بار.
01 ، مانېۋىرنىڭ ماتېرىيالىنى قانداق تاللاش
ماتېرىياللارنى يۇقىرى سۈرئەتلىك پولات ، كوبالت يۇقىرى سۈرئەتلىك پولات ۋە قاتتىق كاربوندىن ئىبارەت ئۈچ خىلغا بۆلۈشكە بولىدۇ.
يۇقىرى سۈرئەتلىك پولات (HSS):
يۇقىرى سۈرئەتلىك پولات 1910-يىلدىن بۇيان بىر ئەسىردىن كۆپرەك ۋاقىتتىن بۇيان كېسىش قورالى سۈپىتىدە ئىشلىتىلگەن. ئۇ ھازىر ئەڭ كەڭ قوللىنىلغان ۋە ئەڭ ئەرزان كېسىش قورال ماتېرىيالى.يۇقىرى سۈرئەتلىك پولات چىۋىقنى ھەم مانېۋىردا ، ھەم بۇرغىلاش ماشىنىسى قاتارلىق تېخىمۇ مۇقىم مۇھىتتا ئىشلىتىشكە بولىدۇ.يۇقىرى سۈرئەتلىك پولاتنىڭ چىدامچانلىقىنىڭ يەنە بىر سەۋەبى ، ئۇنىڭ قايتا-قايتا ئۆتكۈرلەشتۈرەلەيدىغان قوراللىرىنىڭ ئەرزان بولۇپ ، بۇرغىلاش ئۈسكۈنىسى بولۇپلا قالماي ، بۇرۇلۇش قورالى سۈپىتىدە ئىشلىتىشكە بولىدۇ.
كوبالت يۇقىرى سۈرئەتلىك پولات (HSSE):
كوبالت بار يۇقىرى سۈرئەتلىك پولاتنىڭ يۇقىرى سۈرئەتلىك پولاتقا قارىغاندا قاتتىقلىقى ۋە قىزىل قاتتىقلىقى تېخىمۇ ياخشى.قاتتىقلىقنىڭ كۈچىيىشىمۇ ئۇپراشقا قارشى تۇرۇش كۈچىنى ئاشۇرىدۇ ، ئەمما شۇنىڭ بىلەن بىر ۋاقىتتا ، بىر قىسىم قاتتىقلىق قۇربانلىق قىلىنىدۇ.يۇقىرى سۈرئەتلىك پولاتقا ئوخشاش ، سىلىقلاپ ئىشلىتىشنى ياخشىلىغىلى بولىدۇ.

CARBIDE:
سېمونت كاربون مېتال بازىنىڭ بىرىكمە ماتېرىيالى.بۇنىڭ ئىچىدە ، تۇڭگان كاربون ماترىسسا سۈپىتىدە ئىشلىتىلىدۇ ، باشقا ماتېرىياللارنىڭ بەزى ماتېرىياللىرى بىر قاتار مۇرەككەپ جەريانلار ئارقىلىق يېپىشتۇرغۇچ سۈپىتىدە ئىشلىتىلىدۇ ، مەسىلەن ئىسسىق ئىزوتاتىك بېسىش قاتارلىقلار.قاتتىقلىق ، قىزىل قاتتىقلىق ، ئۇپراشقا قارشى تۇرۇش ۋە باشقا تەرەپلەردە يۇقىرى سۈرئەتلىك پولاتقا سېلىشتۇرغاندا ، زور ئىلگىرىلەش بار ، ئەمما كاربون قوراللىرىنىڭ تەننەرخىمۇ يۇقىرى سۈرئەتلىك پولاتتىن قىممەت.قورال قوراللىرى ۋە پىششىقلاش سۈرئىتىدىكى سېمونت كاربون ئىلگىرىكى قورال ماتېرىياللىرىغا قارىغاندا كۆپ ئەۋزەللىككە ئىگە ، قايتا-قايتا ئۇۋىلاش قورالىدا ، كەسپىي ئۇۋىلاش قوراللىرىغا ئېھتىياجلىق.
02 ، ئازراق سىرنى قانداق تاللاش
سىرنى ئىشلىتىش دائىرىسىگە ئاساسەن ئاساسەن تۆۋەندىكى 5 خىلغا بۆلۈشكە بولىدۇ.
سىرلانمىغان: سىرلانمىغان كېسىش قوراللىرى ئەڭ ئەرزان ، ئادەتتە ئاليۇمىن قېتىشمىسى ، تۆۋەن كاربون پولات ۋە باشقا يۇمشاق ماتېرىياللارنى پىششىقلاپ ئىشلەشكە ئىشلىتىلىدۇ.
قارا ئوكسىد قەۋىتى: ئوكسىدلىنىش قەۋىتى سىرلانمىغان قوراللارنىڭ سىلىقلاش مېيىدىن ياخشى تەمىنلىيەلەيدۇ ، ئوكسىدلىنىشقا قارشى تۇرۇش ۋە ئىسسىققا قارشى تۇرۇش ئىقتىدارى تېخىمۇ ياخشى بولۇپ ، ئىشلىتىش ئۆمرىنى% 50 تىن ئاشۇرالايدۇ.
تىتان نىترىد قەۋىتى: تىتان نىترىد ئەڭ كۆپ ئۇچرايدىغان سىر ماتېرىيالى ، يۇقىرى قاتتىقلىق ۋە يۇقىرى پىششىقلاپ ئىشلەش تېمپېراتۇرىسى ماتېرىياللىرىنى بىر تەرەپ قىلىشقا ماس كەلمەيدۇ.
تىتان كاربون نىترىد قەۋىتى: تىتان كاربون نىترىد تىتان نىترىدتىن ياسالغان ، تېمپېراتۇراغا قارشى تۇرۇش كۈچى ۋە ئۇپراشقا قارشى تۇرۇش ئىقتىدارى يۇقىرى ، ئادەتتە بىنەپشە ياكى كۆك.خاسنىڭ سېخىدا تۆمۈردىن ياسالغان ئەسەرلەرنى ياساشقا ئىشلىتىلىدۇ.
ئاليۇمىن نىترىد تىتان يېپىش: سىرلانغان ئاليۇمىن نىترىد تىتاننىڭ ھەممىسى يۇقىرى تېمپېراتۇرىغا چىداملىق ، شۇڭا تېخىمۇ يۇقىرى كېسىش شارائىتىدا ئىشلىتىشكە بولىدۇ.مەسىلەن خاسىيەتلىك كېمە پىششىقلاپ ئىشلەش.ئۇ يەنە پولات ۋە داتلاشماس پولاتنى پىششىقلاپ ئىشلەشكە ماس كېلىدۇ ، ئەمما ئۇنىڭدا ئاليۇمىن ئېلېمېنتى بولغاچقا ، ئاليۇمىننى پىششىقلاپ ئىشلەشتە خىمىيىلىك رېئاكسىيە يۈز بېرىدۇ ، شۇڭا ئاليۇمىن بار ماتېرىياللارنى پىششىقلاپ ئىشلەشتىن ساقلىنىش كېرەك.
ئومۇمەن قىلىپ ئېيتقاندا ، تىتان كاربونترىد ياكى تىتان نىترىد سىرلانغان كوبالت كۆتۈرۈش مانېۋىرى تېخىمۇ تېجەشلىك ھەل قىلىش ئۇسۇلى.

03. بۇرغىلاشنىڭ گېئومېتىرىيەلىك ئالاھىدىلىكى
گېئومېتىرىيەلىك ئىقتىدارلارنى تۆۋەندىكى ئۈچ قىسىمغا بۆلۈشكە بولىدۇ:
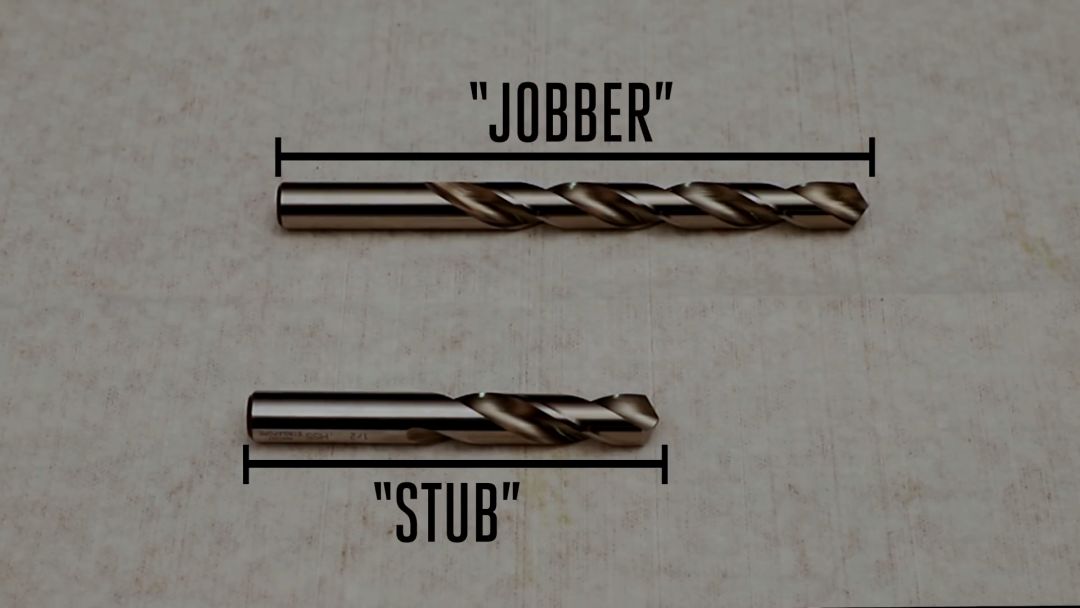
ئۇزۇنلۇقى
ئۇزۇنلۇقنىڭ دىئامېتىرى نىسبىتى دىئامېتىرى بىر ھەسسە دەپ ئاتىلىدۇ ، دىئامېتىرى قانچە كىچىك بولسا قاتتىقلىق شۇنچە ياخشى بولىدۇ.ئۆزەكنى ئېلىۋېتىش ئۈچۈن ئوڭ گىرۋەك ئۇزۇنلۇقى ۋە ئەڭ قىسقا ئۇزۇنلۇقتىكى ئۇزۇنلۇقنى تاللاش ماشىنىنىڭ قاتتىقلىقىنى ياخشىلايدۇ ، بۇ ئارقىلىق قوراللارنىڭ ئۆمرىنى ئۇزارتىدۇ.قىرنىڭ ئۇزۇنلۇقى يېتەرلىك بولمىسا مانېۋىرغا ئازراق زىيان يېتىشى مۇمكىن.
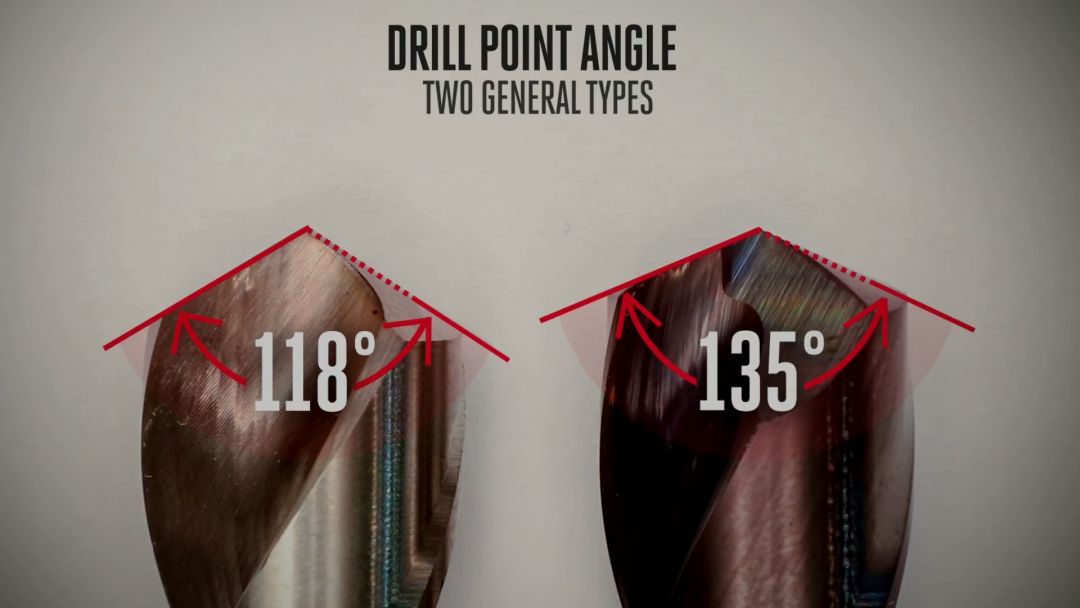
بۇرغىلاش ئۇچى
بۇرغىلاش نۇقتىسى 118 ° بۇلۇڭى بەلكىم پىششىقلاپ ئىشلەشتە ئەڭ كۆپ ئۇچرايدىغان بولۇپ ، ئادەتتە يېنىك پولات ۋە ئاليۇمىن قاتارلىق يۇمشاق مېتاللارغا ئىشلىتىلىدۇ.بۇ بۇلۇڭ لايىھىسى ئادەتتە ئۆزىنى مەركەز قىلمايدۇ ، دېمەك ئالدى بىلەن چوقۇم تۆشۈكنى چوقۇم پىششىقلاپ ئىشلەش كېرەك.135 ° بۇرغىلاش ئۇچى بۇلۇڭى ئادەتتە ئۆزىنى مەركەز قىلىدۇ ، بۇ يەككە مەركەز تۆشۈكنى بىر تەرەپ قىلىش ئېھتىياجىنى يوقىتىش ئارقىلىق نۇرغۇن ۋاقىتنى تېجەيدۇ.
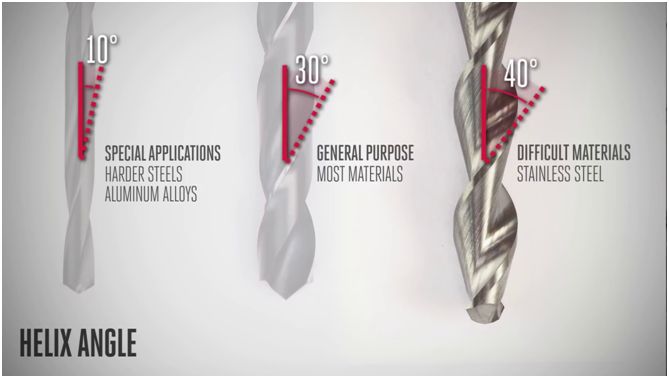
Spiral Angle
30 ° ئايلانما بۇلۇڭ كۆپىنچە ماتېرىياللارنىڭ ياخشى تاللىشى.قانداقلا بولمىسۇن ، كېسىش تېخىمۇ ياخشى ئېلىۋېتىلگەن ۋە كېسىش گىرۋەكلىرى كۈچلۈك بولغان مۇھىتلارغا نىسبەتەن كىچىكرەك ئايلانما بۇلۇڭنى تاللىغىلى بولىدۇ.داتلاشماس پولات قاتارلىق جاپالىق ماتېرىياللارغا نىسبەتەن بۇرۇلۇش مومېنتى تېخىمۇ چوڭ ئايلانما بۇلۇڭلۇق لايىھىلەشكە ئىشلىتىلىدۇ.
يوللانغان ۋاقتى: Sep-01-2022